
- Teléfono0086 731 8564 8255
- Correo electrónicosales@cscsteel-manufacturing.com
-






Tipo de producto: Tubería de caldera sin soldadura, Tubería de caldera sin costura, Tubería de caldera sin soldadura, Tubería de caldera
Aplicación: Se utiliza para tuberías sobrecalentadas, tuberías de vapor, tuberías de agua hirviendo
ESPECIFICACIÓN:
Diámetro exterior (DE) : 13,72-914,4 mm
Grosor de la pared (peso) : 1,65-22 mm
LONGITUD: 0.5mtr-20mtr
Estándar de tubería: ASTM A192 ASTM A179 ASTM A556 ASTM A210 ;EN10216/BS3059;JIS G3454/G3456/G3461 ;A213 T5,T9,T11,T22,T91
Las tuberías de acero para calderas se refieren al acero que está abierto en ambos extremos y tiene una sección hueca. Las calderas y los tubos de intercambio de calor deben ser resistentes a la temperatura y la presión. Para aplicaciones específicas, incluso necesitan aumentar o reducir la transmisión de calor.
Las tuberías de acero para calderas incluyen tuberías para calderas de presión media y tuberías para calderas de alta presión, a menudo se fabrican en procedimientos sin costura, las tuberías de acero soldadas no son aplicables.
Ha sido ampliamente utilizado en servicios de tuberías y tuberías de intercambiadores de calor, haz de intercambiadores de tubos, calderas de alta presión, economizadores, supercalentadores, tuberías de la industria petroquímica, etc.
Tipos de tubos de caldera.
Caldera Pirotubular
La caldera pirotubular es un tipo de caldera en la que el gas caliente sale del fuego a través de una o más tuberías que pasan por un recipiente de agua sellado. El calor del gas se transfiere a través de la pared del tubo por conducción de calor, calentando el agua y eventualmente generando vapor. Las calderas pirotubulares son el tercero de los cuatro tipos históricos de calderas: calderas de depósito de baja presión o “pajar”, calderas de humos con uno o dos grandes conductos de humos, calderas pirotubulares y calderas de alta presión con muchos tubos pequeños
Caldera de tubo de agua
La caldera acuotubular es un tipo de caldera en la que el agua circula por unos tubos calentados exteriormente por el fuego. El combustible se quema en el horno para producir gas caliente, que calienta el agua en el tubo de generación de vapor. En las calderas más pequeñas, los tubos de generación de energía adicionales se separan en el horno, mientras que las calderas de servicios públicos más grandes dependen de los tubos de inyección de agua que forman la pared del horno para generar vapor. Caldera acuotubular de alta presión: A continuación, el agua caliente sube al bidón de vapor. Aquí, el vapor saturado se extrae de la parte superior del tambor.
Especificación
|
Tamaño |
Espesor de pared (mm) |
|||||||||||||
|
DE (mm) |
2 |
2.5 |
3 |
3.5 |
4 |
4.5 |
5 |
6 |
6.5-7 |
7.5-8 |
8.5-9 |
9.5-10 |
11 |
12 |
|
Φ25-Φ28 |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
|
Φ32 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ34-Φ36 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ38 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ40 |
|
|
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ42 |
|
|
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ45 |
|
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
Φ48-Φ60 |
|
|
● |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
Φ63.5 |
|
|
|
● |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
Φ68-Φ73 |
|
|
|
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
Φ76 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ80 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ83 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ89 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ95 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ102 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ108 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ114 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ121 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ127 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
Estándar de tubo de caldera
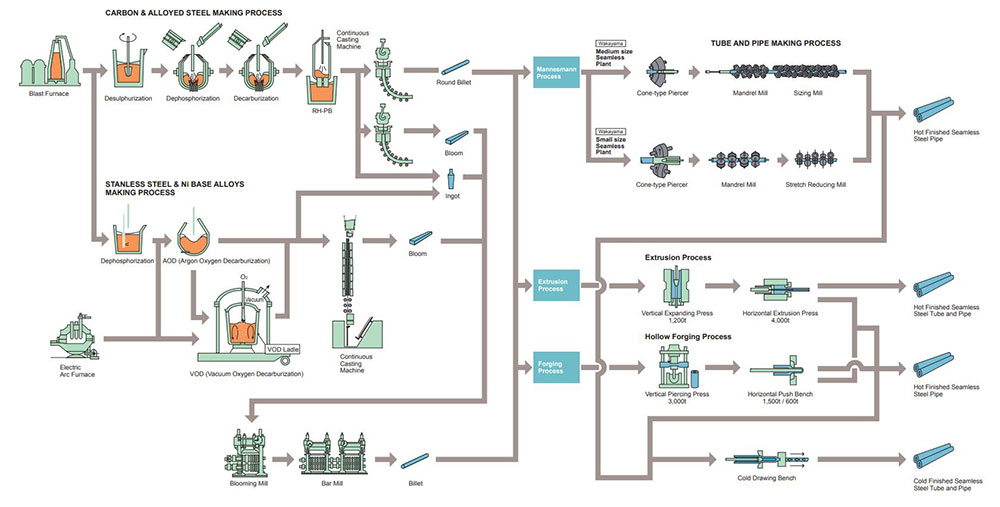
Métodos de fabricación de tuberías de calderas
El método de fabricación de la tubería de acero para calderas de media y alta presión es el mismo que el de la tubería de acero sin costura, pero se deben tener en cuenta algunos procesos de fabricación clave:
Dibujo fino, superficie brillante, laminado en caliente, estirado en frío, expansión térmica
Métodos de tratamiento térmico aplicados en las tuberías de la caldera.
El tratamiento térmico es un método para cambiar las propiedades físicas de las tuberías de calderas de alta presión mediante calentamiento y enfriamiento. El tratamiento térmico puede mejorar la microestructura de la tubería de caldera de alta presión para cumplir con los requisitos físicos requeridos. La tenacidad, la dureza y la resistencia al desgaste se obtienen mediante tratamiento térmico. Para obtener estas características, es necesario adoptar el temple, el recocido, el revenido y el endurecimiento superficial.
1. Apagado
El endurecimiento, también llamado enfriamiento rápido, es que la tubería de la caldera de alta presión se calienta de manera uniforme a la temperatura adecuada, luego se sumerge rápidamente en agua o aceite para un enfriamiento rápido y se enfría en el aire o en la zona de congelación. Para que la tubería de la caldera de alta presión pueda obtener la dureza requerida.
2. Templado
La tubería de la caldera de alta presión se volverá quebradiza después del endurecimiento. Y el estrés causado por el enfriamiento puede hacer que la tubería de la caldera de alta presión se golpee y se rompa. El método de templado se puede utilizar para eliminar la fragilidad. Aunque la dureza de la tubería de caldera de alta presión es más ligera, se puede aumentar su dureza para reducir la fragilidad.
3 recocido
El recocido es el método para eliminar la tensión interna de la tubería de caldera de alta presión. El método de recocido es que las piezas de acero deben calentarse a la temperatura crítica, luego colocarse ceniza seca, cal, asbesto o cerrarse en el horno, luego dejar que se enfríe lentamente.
Podemos producir todos los tamaños de tubos de calderas, de acuerdo con las normas europeas, chinas, americanas y japonesas. Con tiempo de entrega rápido, plazo de pago favorable. Todos los procesos de producción de tubos se controlan estrictamente. Con un alto nivel de requisitos de calidad, todos los tubos se inspeccionan antes de la entrega , y también acepta la inspección de terceros antes de la entrega.
Prueba
La tubería de acero debe probarse hidráulicamente una por una. La presión de prueba máxima es de 20 MPa. Bajo la presión de prueba, el tiempo de estabilización no debe ser inferior a 10 S y la tubería de acero no debe tener fugas.
Después de que el usuario esté de acuerdo, la prueba hidráulica puede ser reemplazada por una prueba de corriente de Foucault o una prueba de fuga de flujo magnético.
Prueba no destructiva:
Las tuberías que requieren más inspección deben inspeccionarse ultrasónicamente una por una. Después de que la negociación requiera el consentimiento de la parte y se especifique en el contrato, se pueden agregar otras pruebas no destructivas.
Prueba de aplanamiento:
Los tubos con un diámetro exterior superior a 22 mm se someterán a una prueba de aplastamiento. No debe haber delaminación visible, manchas blancas o impurezas durante todo el experimento.
Examen de dureza:
Para tuberías de los grados P91, P92, P122 y P911, las pruebas de dureza Brinell, Vickers o Rockwell se realizarán en una muestra de cada lote.
Prueba de flexión:
Para tuberías cuyo diámetro exceda NPS 25 y cuya relación de diámetro a espesor de pared sea de 7.0 o menos, deberán someterse a la prueba de flexión en lugar de la prueba de aplanamiento. A otras tuberías cuyo diámetro sea igual o superior a NPS 10 se les puede realizar la prueba de flexión en lugar de la prueba de aplanamiento sujeto a la aprobación del comprador
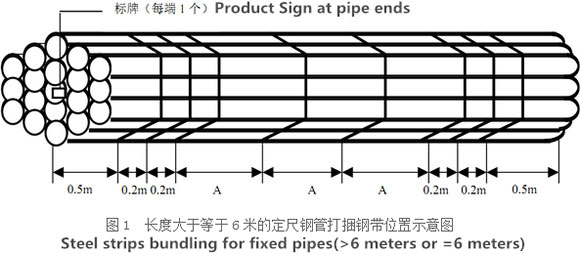
Probablemente existen cientos de métodos diferentes para empaquetar una tubería, y la mayoría de ellos tienen mérito, pero hay dos principios que son vitales para que cualquier método funcione para prevenir la oxidación y la seguridad del transporte marítimo. Nuestro empaque puede satisfacer cualquier necesidad de los clientes.
 w
w

Si tiene alguna pregunta, no dude en ponerse en contacto con continental Iron and Steel co., Ltd. Gracias por adelantado. Bienvenido
Especificación
|
Tamaño |
Espesor de pared (mm) |
|||||||||||||
|
DE (mm) |
2 |
2.5 |
3 |
3.5 |
4 |
4.5 |
5 |
6 |
6.5-7 |
7.5-8 |
8.5-9 |
9.5-10 |
11 |
12 |
|
Φ25-Φ28 |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
|
Φ32 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ34-Φ36 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ38 |
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ40 |
|
|
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ42 |
|
|
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
|
Φ45 |
|
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
|
Φ48-Φ60 |
|
|
● |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
|
Φ63.5 |
|
|
|
● |
● |
● |
● |
● |
● |
● |
|
|
|
|
|
Φ68-Φ73 |
|
|
|
|
● |
● |
● |
● |
● |
● |
|
|
|
|
|
Φ76 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ80 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ83 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ89 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ95 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ102 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ108 |
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ114 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ121 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
|
Φ127 |
|
|
|
|
|
● |
● |
● |
● |
● |
● |
● |
● |
● |
Estándar de tubo de caldera
Métodos de fabricación de tuberías de calderas
El método de fabricación de la tubería de acero para calderas de media y alta presión es el mismo que el de la tubería de acero sin costura, pero se deben tener en cuenta algunos procesos de fabricación clave:
Dibujo fino, superficie brillante, laminado en caliente, estirado en frío, expansión térmica
Métodos de tratamiento térmico aplicados en las tuberías de la caldera.
El tratamiento térmico es un método para cambiar las propiedades físicas de las tuberías de calderas de alta presión mediante calentamiento y enfriamiento. El tratamiento térmico puede mejorar la microestructura de la tubería de caldera de alta presión para cumplir con los requisitos físicos requeridos. La tenacidad, la dureza y la resistencia al desgaste se obtienen mediante tratamiento térmico. Para obtener estas características, es necesario adoptar el temple, el recocido, el revenido y el endurecimiento superficial.
1. Apagado
El endurecimiento, también llamado enfriamiento rápido, es que la tubería de la caldera de alta presión se calienta de manera uniforme a la temperatura adecuada, luego se sumerge rápidamente en agua o aceite para un enfriamiento rápido y se enfría en el aire o en la zona de congelación. Para que la tubería de la caldera de alta presión pueda obtener la dureza requerida.
2. Templado
La tubería de la caldera de alta presión se volverá quebradiza después del endurecimiento. Y el estrés causado por el enfriamiento puede hacer que la tubería de la caldera de alta presión se golpee y se rompa. El método de templado se puede utilizar para eliminar la fragilidad. Aunque la dureza de la tubería de caldera de alta presión es más ligera, se puede aumentar su dureza para reducir la fragilidad.
3 recocido
El recocido es el método para eliminar la tensión interna de la tubería de caldera de alta presión. El método de recocido es que las piezas de acero deben calentarse a la temperatura crítica, luego colocarse ceniza seca, cal, asbesto o cerrarse en el horno, luego dejar que se enfríe lentamente.
Podemos producir todos los tamaños de tubos de calderas, de acuerdo con las normas europeas, chinas, americanas y japonesas. Con tiempo de entrega rápido, plazo de pago favorable. Todos los procesos de producción de tubos se controlan estrictamente. Con un alto nivel de requisitos de calidad, todos los tubos se inspeccionan antes de la entrega , y también acepta la inspección de terceros antes de la entrega.
Prueba
La tubería de acero debe probarse hidráulicamente una por una. La presión de prueba máxima es de 20 MPa. Bajo la presión de prueba, el tiempo de estabilización no debe ser inferior a 10 S y la tubería de acero no debe tener fugas.
Después de que el usuario esté de acuerdo, la prueba hidráulica puede ser reemplazada por una prueba de corriente de Foucault o una prueba de fuga de flujo magnético.
Prueba no destructiva:
Las tuberías que requieren más inspección deben inspeccionarse ultrasónicamente una por una. Después de que la negociación requiera el consentimiento de la parte y se especifique en el contrato, se pueden agregar otras pruebas no destructivas.
Prueba de aplanamiento:
Los tubos con un diámetro exterior superior a 22 mm se someterán a una prueba de aplastamiento. No debe haber delaminación visible, manchas blancas o impurezas durante todo el experimento.
Examen de dureza:
Para tuberías de los grados P91, P92, P122 y P911, las pruebas de dureza Brinell, Vickers o Rockwell se realizarán en una muestra de cada lote.
Prueba de flexión:
Para tuberías cuyo diámetro exceda NPS 25 y cuya relación de diámetro a espesor de pared sea de 7.0 o menos, deberán someterse a la prueba de flexión en lugar de la prueba de aplanamiento. A otras tuberías cuyo diámetro sea igual o superior a NPS 10 se les puede realizar la prueba de flexión en lugar de la prueba de aplanamiento sujeto a la aprobación del comprador
Probablemente existen cientos de métodos diferentes para empaquetar una tubería, y la mayoría de ellos tienen mérito, pero hay dos principios que son vitales para que cualquier método funcione para prevenir la oxidación y la seguridad del transporte marítimo. Nuestro empaque puede satisfacer cualquier necesidad de los clientes.
w
Si tiene alguna pregunta, no dude en ponerse en contacto con continental Iron and Steel co., Ltd. Gracias por adelantado. Bienvenido
 Facebook
Facebook Instagram
Instagram Twitter
Twitter Youtube
Youtube Linkedin
Linkedin