-
Advantages and disadvantages of stainless steel ERW pipe
Stainless steel ERW (Electric Resistance Welded) pipe is a type of welded steel pipe produced using hot-rolled coils as raw material. Through a sequence of processes—including uncoiling, leveling, and forming—the edges of the steel strip are brought together and fused using electric resistance welding, resulting in a straight seam pipe with reliable weld quality and precise dimensions.
2025-05-13
-
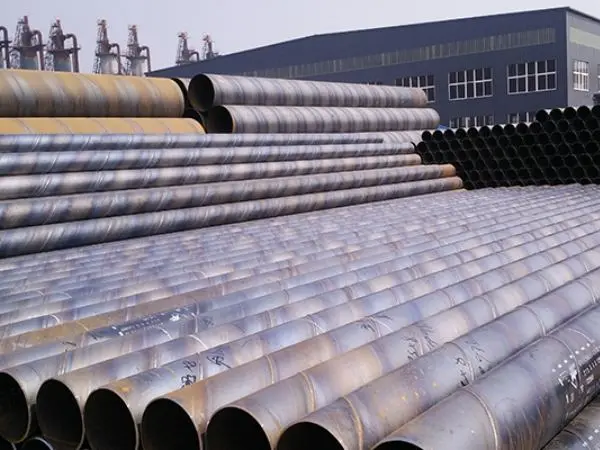
Details of Q420C straight seam welded steel pipes
Q420C straight seam welded steel pipe is manufactured from high-strength low-alloy structural steel, known for its excellent mechanical properties and weldability. Due to its superior performance, it is widely used in sectors such as construction, bridge engineering, machinery manufacturing, and vehicle production. This pipe is produced through a straight seam welding process, offering high production efficiency, low cost, and precise dimensional control—making it an essential material in modern engineering projects.
2025-05-13
-
Details about 15CrMo straight seam welded steel pipe for industry
As a critical type of alloy steel pipe, 15CrMo welded pipe is extensively used in industries such as petroleum, chemical processing, power generation, and boiler manufacturing. Thanks to its excellent high-temperature resistance, pressure tolerance, and corrosion resistance, it has become a preferred material for pipeline systems operating in high-temperature and high-pressure environments. Among its various forms, the 15CrMo straight seam welded steel pipe is particularly notable. Manufactured using advanced welding techniques, it enhances production efficiency and reduces costs while ensuring reliable material performance.
2025-05-12
-
Carbon steel welded tubes material secrets
In fields such as engineering construction, machinery manufacturing, and petrochemicals, carbon steel welded tubes serve as a fundamental material. Their material diversity offers a wide range of options for various application scenarios. This article delves into the material classification of carbon steel welded tubes, highlighting the spectrum from basic to high-end solutions.
2025-05-12
-
Manufacturing process of galvanized ERW pipe
The production of galvanized ERW pipe involves two main stages: the formation of the pipe using electric resistance welding and the application of a protective zinc coating through galvanization. Each stage is critical to ensuring the final product offers both structural integrity and long-lasting corrosion resistance. Below is a breakdown of the process
2025-05-09
-
Introduction of galvanized ERW pipe
Galvanized ERW (Electric Resistance Welded) pipe is a type of steel pipe that combines the high-efficiency forming and welding process of ERW technology with the corrosion resistance provided by galvanization. Manufactured from hot-rolled or cold-rolled steel strips, the material is first formed into a tube and then welded using high-frequency resistance welding. After welding, the pipe is galvanized—either by hot-dip or electroplating—to enhance its durability and corrosion resistance. This product plays a vital role in various industries due to its structural strength, low cost, and extended service life.
2025-05-09
-
What is structural ERW pipe?
In modern steel structure engineering, efficiency, strength, and adaptability are key. Among various types of steel pipes, Electric Resistance Welded (ERW) pipes stand out for their excellent performance and cost-effectiveness, making them a widely used material in applications such as scaffolding, steel frames, bridge supports, and large architectural facilities.
2025-05-08
-
Quality control and applications of welded steel pipes
Welded steel pipes play a critical role in modern engineering, from transporting oil and gas to supporting large-scale infrastructure projects. Their widespread use depends not only on performance but also on stringent quality control throughout the manufacturing process. This article outlines the essential quality assurance practices and common application areas of welded steel pipes.
2025-05-08
-
Heat treatment of A500 square tube
To enhance the surface hardness and wear resistance of A500 square tubes, heat treatment is a commonly used and effective method. Here's an overview of the heat treatment of A500 square tube.
2025-05-07
-
Comparison of seamless and welded pipes
Choosing the right type of steel pipe is essential for the safety, performance, and cost-efficiency of any industrial piping system. Among the most commonly used types are seamless and welded steel pipes, each with distinct advantages depending on application requirements. This article provides a clear comparison to help engineers, project managers, and procurement professionals make informed decisions.
2025-05-07
-
Uses and advantages of galvanized square steel pipe
Galvanized square steel pipes are an essential material in a wide range of industries due to their excellent corrosion resistance, structural strength, and durability. These pipes are produced by hot-dip galvanizing standard square steel pipes, resulting in a protective zinc coating that significantly enhances their ability to withstand harsh environmental conditions. From construction and agriculture to vehicle manufacturing and industrial applications, galvanized square steel pipes have become a preferred choice for engineers, architects, and manufacturers seeking long-lasting and reliable materials.
2025-05-06
-
Details of Q355C straight seam welded steel pipe
Q355C straight seam welded steel pipe is a premium-grade steel product widely utilized in construction, bridge engineering, machinery manufacturing, petrochemical industries, and more. As a low-alloy, high-strength structural steel, Q355C offers excellent mechanical performance, superior weldability, and strong weather resistance. These qualities make it an essential material in modern engineering projects. This article provides a detailed analysis of Q355C straight seam welded steel pipes from the perspectives of material properties, production processes, application fields, market trends, and procurement recommendations.
2025-05-06















 Facebook
Facebook Instagram
Instagram Twitter
Twitter Youtube
Youtube Linkedin
Linkedin